В печатной и упаковочной промышленностях на перемоточно-резательных станках широко используются, так называемые, дифференциальные валы. Как правильно выбрать такой вал? В чем его особенности и каковы возможные ограничения применения? Эти и многие другие практические вопросы возникают в ходе эксплуатации - в них мы и попытаемся разобраться в данной статье.
Рис. 1. Дифференциальный вал

Дифференциальный вал - как решение проблемы динамически меняющихся параметров полотна
Появление дифференциальных валов было вызвано необходимостью найти техническое решение для оптимизации намотки рулонов на один вал в условиях, когда в процессе намотки динамически изменяются параметры полотна, прежде всего, его толщина.
Если бы все материалы были идеальны, то у переработчиков не было бы головной боли, как намотать хороший рулон. Но все материалы имеют естественную изменчивость толщины, плотности, пористости, влажности, упругости, жесткости и других характеристик, определяющих их поведение в процессе перемотки и влияющих на качество получаемого рулона. Сами перемоточные станки имеют особенности конструкции, систем управления и комплектации, что вносит свои поправки и ограничения.
Потребитель же хочет иметь хороший рулон, что означает правильную форму, нужные размеры (ширину и диаметр), оптимальную плотность, отсутствие видимых дефектов материала и заданные потребительские свойства.
В руках у оператора есть три параметра для влияния на качество рулона это – натяжение, прижим и момент вращения. При намотке эти параметры меняются как функции скорости и диаметра рулона.
Дифференциальные валы изначально были предназначены для станков центрального типа перемотки, в основе принципа работы которых лежит передача момента вращения от вала в центре рулона с целью создания требуемого натяжения.
Среди конструкций дифференциальных валов можно выделить несколько типов по способу и месту передачи момента вращения.
Валы с осевым прижимом
Это самые простые и экономичные дифференциальные валы. Они широко применяются при работе с узкими лентами (скажем менее 1/4 дюйма). Гильзы и кольца-проставки одеты на тело вала. Зона сцепления для передачи момента вращения – это боковые поверхности гильз и колец. Гильзы вращаются свободно, а кольца-проставки вместе с валом. Боковой прижим регулируется и определяет динамическое трение между торцами гильз и кольцами.
Основные проблемы – нагрев, пылимость, неравномерность и узкий диапазон регулировки передаваемого момента вращения.
Валы с радиальным прижимом
Здесь гильзы также могут самостоятельно вращаться на валу. Зона сцепления – это зона контакта между внутренней поверхностью гильзы и поверхностью вала, точнее - его разжимных элементов. Сила трения в зоне контакта определяет степень передачи момента вращения, а момент пропорционален ширине гильзы.
Рис. 2. Вал с радиальным прижимом
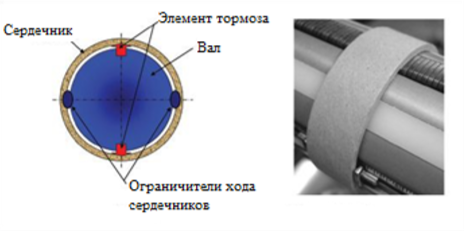
Пылимость и зависимость от качества материала гильз - основные слабые места валов такой конструкции.
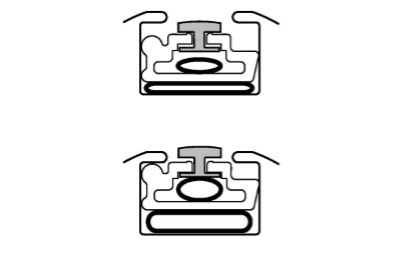
Валы с зажимными кольцами
Это самые распространенные дифференциальные валы на сегодняшний день. На валу установлены кольца, которые имеют те или иные приспособления для зажима гильзы, а зона сцепления – это зона контакта внутренней поверхности кольца с разжимными элементами вала. Для зажима гильзы используются пружины, шарики, ролики или конусы, которые работают как распорные элементы. Диапазон их хода в радиальном направлении определяет требования к внутреннему диаметру гильз.
Рис. 3. Вал с осевым прижимом

Такие валы свободны от проблем пылимости, имеют широкий диапазон регулировки момента вращения, малый нагрев, но относительно высокую стоимость. Минимальная ширина зажимных колец, как правило, не превышает 10-12мм, что вносит свои ограничения в передачу момента вращения.
Рис. 4. Набор колец на валу

Валы с использованием магнитного поля
Самые «продвинутые» и дорогие валы. Позволяют передавать и регулировать момент вращения в широких пределах с высокой точностью и воспроизводимостью. На практике в российских предприятиях встречаются крайне редко.
Сравнение предложенных конструкций дифференциальных валов
При работе с гильзами одинакового внутреннего диаметра первые два типа валов - валы с осевым/радиальным прижимом - обладают большей нагрузочной способностью за счет большего диаметра ведущего вала и могут мотать рулоны большего диаметра, чем остальные типы.
В первых двух типах производители предусматривают устройства предотвращения смещения гильз в направлении по оси вала. Каждый из этих видов валов позволяет наматывать на один вал несколько рулонов, каждый их которых может иметь разный диаметр вследствие разнотолщинности материала. Для создания усилия прижима между поверхностями трения, как правило, используется пневматика, но есть и валы с пневмомеханическим прижимом. При этом в «серьезных» валах используется до трех контуров создания давления с динамическим управлением, а в более простых конструкциях - один контур.
Рис. 5 . Двухконтурная регулировка вала
Для регулировки давления в контурах применяются либо пропорциональные переходные клапаны (открытые контуры), либо валы с закрытыми контурами, т.е. на станке имеются внешние датчики диаметра или скорости с соответствующими исполнительными устройствами, поддерживающими динамическую регулировку давления.
Предположим, что Вы режете и наматываете материал с заявленной производителем толщиной 50 мкм, который в разных по ширине полотна местах по той или иной причине имеет отличие по толщине, скажем, в пределах 5% от средней толщины (отличия в ±1,25 мкм), т.е. толщина полотна колеблется от 51,25 мкм до 48,75 мкм).
Рис. 6. Влияние разнотолщинности полотна на диаметр рулонов
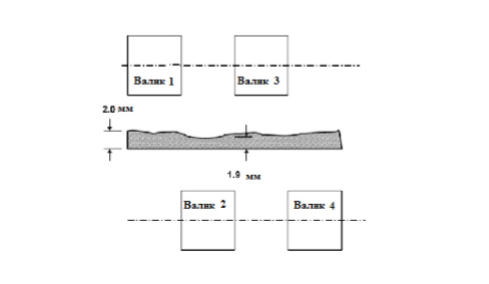
Пусть, после резки материал в рулоне № 1 имеет толщину 51,25 мкм, а в рулоне № 2 – 48,75 мкм. Если Вы начнете наматывать эти рулоны, то с ростом оборотов их диаметр начнет расти по-разному, что в свою очередь повлияет на натяжение и окружную скорость полотна. Через 500 оборотов разница в диаметрах двух наматываемых рулонов составит 1.25мм, если мы пренебрежем сжимаемостью материала в поперечном направлении. Рулон № 1 будет иметь больший диаметр, чем рулон № 2. В результате количество оборотов, требующееся для формирования хорошего рулона, будет разным для этих рулонов. Если вы сохраните постоянным количество оборотов, нужных для формирования рулона № 1, то рулон № 2 будет намотан при неоптимальных условиях и наоборот.
Объяснить это просто - натяжение пропорционально моменту вращения и обратно пропорционально диаметру или радиусу формируемого рулона. Поскольку диаметры 1 и 2 рулонов разные, то при равном моменте вращения на валу намотки натяжение полотна будет разным в этих рулонах.
Дифференциальные валы как раз и позволяют производить намотку, управляя натяжением посредством изменения скорости вращения каждого рулона в отдельности при их расположении на одной оси. При этом управление ведется по моменту вращения конкретного рулона, за счет его проскальзывания на оси вращения в момент, когда натяжение превышает заданную величину.
Для управления степенью проскальзывания используют принцип смещения рулона относительно вала в сочетании с подаваемым давлением воздуха. Эти регулировки имеют свои пределы, а грамотные производители валов указывают для каждого вала предельные параметры в паспорте вала.
Управление натяжением обеспечивается превышением скорости вала относительно скорости вращения гильзы во время намотки. Для большинства валов с открытыми контурами управления пневматикой превышение скорости допускается в пределах от 30 до 200 оборотов в минуту. При этом задается соответствующее изменение давления в системе прижима. Диапазон регулировок заложен в конструкции вала изначально. Превышение рекомендованных параметров ведет к перегреву вала и другим технологическим проблемам. Выбор - работать с высоким превышением скорости или с минимальным - зависит от упругих свойств полотна.
Так как дифференциальный вал управляет натяжением полотна в соответствии с изменением диаметра рулона, а с ростом диаметра растет вес рулона, то вес также влияет на коэффициент динамического трения между поверхностями в зоне контакта. И общая зависимость натяжения от превышения скорости становится нелинейной.
Отсюда следует, что все дифференциальные валы объективно имеют ограничения по диаметру намотки. Валы с фрикционными кольцами, скорее всего - ограничение по минимальной скорости намотки.
Выбор дифференциального вала
Итак, выбирая дифференциальный вал, в первую очередь, посмотрите, какими контурами управления оснащен привод вашего перемоточного станка. Если не станке нет внешних датчиков диаметра рулона или на валу не стоит энкодер, позволяющий определять обороты, то вам не нужен сложный дифференциальный вал с многоконтурным управлением.
При выборе дифференциального вала с одним контуром уточните максимальную величину планируемого натяжения полотна и максимальный диаметр (вес) рулона. Помните, что при минимальном превышении скорости вы уйдете в зоны высоких давлений при прочих равных параметрах настройки. Оптимальный диапазон превышения скорости вращения вала из практики составит 50-150 об в мин, а давление от 2,5 до 0.8 Бар.
Если у Вас дифференциальные валы производства стран, где привыкли к дюймовым мерам, то давление может быть указано в «незнакомых» единицах – PSI, для перевода которых в принятые у нас единицы измерения давления можно воспользоваться коэффициентами:
1PSI= 6,895 x 10(+3) Pa = 68,948 x 10 (-3) Bar = 68,046 x 10 (-3) Atm.
Второе, при выборе вала проверьте соответствие диапазона радиального перемещения зажимных элементов на кольцах и фактическую величину отклонения внутреннего диаметра используемых гильз от заявленного.
Многие производители дифференциальных валов предлагают кольца с шариками в качестве зажимных элементов. При работе с узкими гильзами попарное симметричное расположение шариков на обойме кольца будет преимуществом по сравнению с расположением «в разбежку», а при достаточно широких гильзах это будет не принципиально.
Угол поворота внешней обоймы кольца между крайними точками положения зажимного элемента (шарика) имеет свои критерии выбора. Слишком малый угол между двумя крайними положениями можно считать определенным минусом конструкции.
Наличие дополнительных роликов, обеспечивающих «легкое» смещение гильзы по телу вала при отпущенных зажимных элементах будет преимуществом при работе с тяжелыми рулонами.
Зажимные кольца с шариками или с пружинами в качестве зажимных элементов можно устанавливать на вал только в определенном положении в отношении направления вращения вала.
Фрикционные элементы валов подвержены износу, который в первые год-два можно компенсировать увеличением давления в пневмосистеме, поэтому примите во внимание, что при ежедневном использовании срок жизни вала составит 4-5 лет, после чего надо будет предпринять его частичный ремонт с заменой фрикционных элементов, а пневмотрубки придется менять заметно чаще. При этом полиуретановые трубки, как правило, работают дольше резиновых.
Если при работе вал греется, то это нормально, а вот, если рука не терпит нагрева, то требуется регулировка. Каждый вал рассчитан на определенные пределы рассеивания тепловой энергии и при выборе режима его работы это необходимо учитывать. Качество используемого воздуха будет определять время жизни компонентов пневматики. Редукционные и пропорциональные клапана лучше иметь в запасе, также как и торцевые стопоры для пневматических трубок.
За дополнительной консультацией при выборе «правильных» дифференциальных валов для Ваших станков обращайтесь к экпертам компании "Юман"!