Как и зачем увеличивать адгезию материалов?
Как правило, пластики имеют химически инертные и непористые поверхности с низким поверхностным натяжением, что затрудняет образование связей с подложками, печатными красками, покрытиями и клеями. Среди различных пластиков самую низкую поверхностную энергию имеют полиэтилен и полипропилен, и именно эти два материала чаще всего подвергаются обработке для улучшения их адгезионных свойств.
Для активации поверхности коронным разрядом в индустрии экструзии - используют систему коронной обработки. Коронаторы применяются в обработке плёнки, фольги, пластика, металлизированной пленки, бумаги и мн. др
Цель коронной обработки поверхности – увеличение адгезии для улучшения ее способности к образованию связей с растворителями, клеями, покрытиями и материалами для экструзионного покрытия. Чтобы поверхность хорошо смачивалась жидкостью, поверхностная энергия пластика должна быть выше поверхностного натяжения жидкости. Поверхностная энергия измеряется в динах на сантиметр. В идеале поверхностная энергия пластика должна быть на 7-10 дин/см выше, чем поверхностное натяжение растворителя или жидкости. Например, печатная краска с поверхностным натяжением 30 дин/см не может в достаточной мере смочить или соединиться с материалом, поверхностная энергия которого меньше 37 или 40 дин/см (см. Рис. 1).
Рис.1 
Согласно традиционному взгляду, предварительно обработанный материал не требует дополнительной встроенной системы обработки при использовании печатной краски на растворителях. Однако, многие полиграфические компании осознали, что включение станции коронной обработки поверхности в технологический процесс имеет несколько преимуществ. Эти компании получают пользу от встроенной в поток обработки поверхности за счет более сильной адгезии и смачивания печатной краской, устранения точечных пробелов в однотонных цветах и переходах цвета и более высокого качества печати в целом. Материалы с более высокой поверхностной энергией могут потребовать повторной обработки поверхности коронным разрядом, чтобы получить необходимую адгезию.
Рис.2 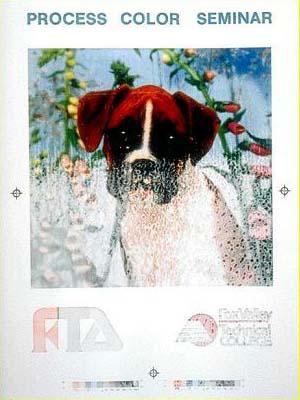
Изображенный рисунок (Рис.2) был напечатан на основе, обработанной только с верхней стороны.
Увеличить адгезию позволяет один из четырех методов обработки поверхности:
- Коронный разряд
- Кислотное или плазменное травление
- Огневая обработка
- Грунтование
Грунтование все еще часто используется в отдельности или в сочетании с обработкой коронным разрядом. Другой метод, используемый почти исключительно при нанесении экструзионных покрытий - обработка озоном. Огневая обработка поверхности и травление часто используются для литых или выдутых деталей. Огневую обработку пленок и бумаги почти полностью вытеснили установки для поверхностной обработки коронным разрядом.
Что такое обработка коронным разрядом?

Система обработки коронным разрядом предназначена для повышения поверхностной энергии полимерных пленок, фольги и бумаги с целью увеличения смачиваемости и адгезии к печатным краскам, покрытиям и клеям. В результате обработанный материал демонстрирует более высокие печатные и адгезионные свойства, а также более высокую прочность ламинирования. Система состоит из двух основных элементов:
- Блок питания
- Установка для коронной обработки (коронатор)
Систему обработки коронным разрядом в самой простой форме можно сравнить с конденсатором (Рис. 3):
Рис.3 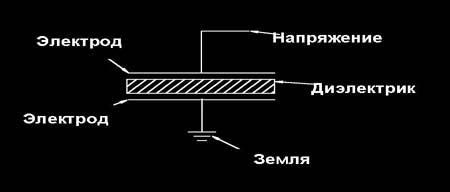
Напряжение подается на верхнюю обкладку, в роли которой в случае системы обработки коронным разрядом выступает электрод. Диэлектрическая часть конденсатора в системе обработки коронным разрядом состоит из покрытия валика, воздуха и субстрата. Последний компонент, нижняя обкладка, здесь имеет форму заземленного валика. В системе обработки коронным разрядом нарастающее напряжение ионизирует воздух в воздушной прослойке, создавая коронный разряд, который повышает поверхностное натяжение субстрата, проходящего по заземленному валику.
Однако, поверхностная обработка не ограничивается этими двумя материалами и может использоваться для повышения адгезионных свойств практически всех пластиков, а также ряда других материалов.
Компания "Юман" представляет в России системы короной обработки поверхности Vetaphone Corona-Plus (Дания), которые рассчитана на высокую производительность, большие скорости, продолжительный срок службы, безопасность производства и простоту пользования для персонала, что позволяет увеличить адгезию материала.